


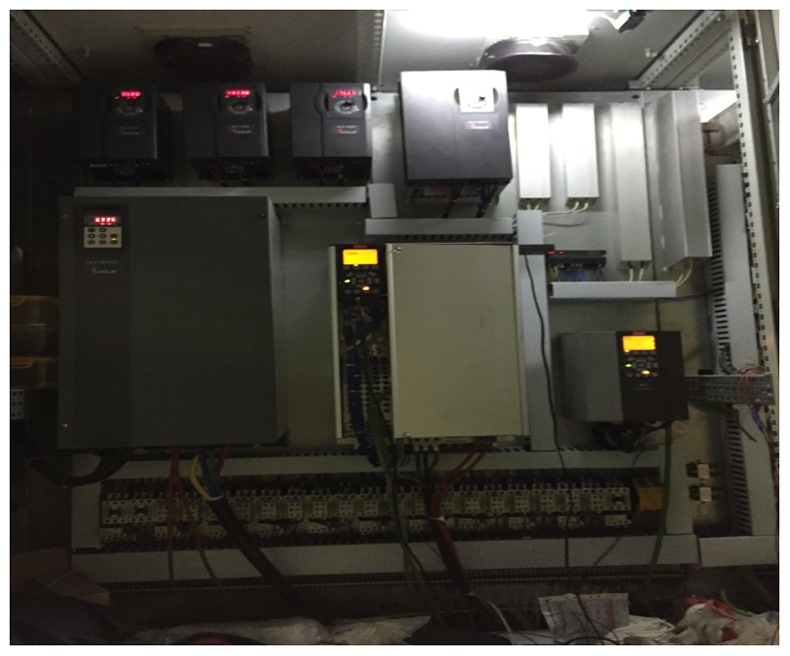
一、设备简介
广州市汉达五金机械有限公司的钢板下料生产线,用于将整卷钢材通过上料、开卷、入料、整平、NC 定尺送料、废料处理、冲压等一序列工序,加工成工厂所需的钢板尺寸和形状。

二、主要技术要求
该设备技术难度主要有两方面:1、整平机械部分,整平辊的加工、安装、组装精度要求极高,决定了钢材的整平程度是否满足要求。2、NC 定尺送料电气部分,需要电机和驱动器具备快速的响应能力和极高的定位精度,且需要解决材料表面易打滑导致的定位误差问题。
三、技术规格参数
钢板宽度::200-1600mm。
钢卷外径:650-1600mm。
钢卷内径:508、610(加垫套)。
钢板厚度:0.6-3.5mm。
钢卷重量:15000kg
剪切长度:300-3000mm。
剪切速度:小于或等于 60 张/分钟(根据 500mm 剪切长度计算)。
生产线速度:小于或等于 60 米/分钟。
长度公差:±0.1(500mm)、±0.3(1000mm)、±0.5(2000mm)。
角度公差:±1mm/m。
整平精度:±1.0(1600mm*1000mm)
生产线方向:从右至左。
生产线标高:1100±150mm。
生产线总功率:约等于 65KW。
生产线长度:小于或等于 30 米。

四、丹佛斯方案配置
1、丹佛斯伺服驱动器 FC302-45KW+制动电阻;
2、菲士伺服电机,额定功率 30KW,额定转速 1500r/m,自带 TTL 类型编码器(定义为:
编码器 1)、分辨率 2048;
3、测量轮加装 TTL 类型编码器(定义为:编码器 2),分辨率 8192;
五、C NC 定尺送料效果
丹佛斯驱动器 FC302+可编程运动控制器 MCO305+意大利品牌菲士伺服电机配置,可实现全闭环控制功能。
编码器 1 作速度反馈、编码器 2 作位置反馈;因为直接使用编码器 2 作为位置反馈,可以避免材料表面打滑、传动机构间隙等导致的误差,提高定位精度。
方案解决了因材料表面打滑、传动机构间隙等外部不可避免因素,导致的定位误差过大问题,定位误差可控制在 0.1-0.3mm(根据定位长度不同)。
伺服电机快速响应,可达到用户要求的生产速度。
六、 总结
丹佛斯驱动器 FC302+可编程运动控制器 MCO305+意大利品牌菲士伺服电机配置,在正式投产后,充分展现了快速的响应、准确的定位长度的高性能和稳定性,广州汉达已准备上量使用该解决方案。
 广州市黄埔区护林路1199号E栋1302房
广州市黄埔区护林路1199号E栋1302房 139-2211-0839
139-2211-0839
 020-82191145
020-82191145



